歡迎光臨不銹鋼鈍化劑,不銹鐵鈍化劑,不銹鋼防銹液,不銹鋼清洗劑生產廠家-惠州市安捷誠表面處理材料有限公司
免責聲明
收藏本站
聯系我們
網站首頁
產品中心
產品領域
效果案例
資料中心
新聞中心
關于我們
熱搜關鍵詞:
不銹鋼鈍化劑
不銹鐵鈍化劑
不銹鋼檸檬酸鈍化液
不銹鋼電解拋光液
不銹鋼快速清洗劑
金屬清洗拋光防銹防指紋整體解決方案
“一步到位”解決您的表面處理要求
不銹鐵是含鉻而不含鎳的不銹鋼,具有一定的防腐蝕能力!不銹鐵是通俗的叫法,通俗認為是能用吸鐵石吸引的不銹鋼,主要代表為:1Cr13、2Cr13、3Cr13、6Cr13、7Cr17等。
了解詳情
不銹鋼簡單來說就是一種耐空氣、蒸汽、水等弱腐蝕介質的合金鋼,具有優異的耐蝕性、成型性、相容性以及強韌性等系列特點,常見代表型號有:201,202,301,303,304,316等,主用于重工業、輕工業、生活用品行業以及建筑裝飾等行業中。
了解詳情
銅是一種具有較好的加工性能,高導電性能的有色金屬,一般分類為:青銅,紫銅,黃銅,白銅,鎢銅,紅銅,無氧銅等,銅既是一個古老的金屬,又是一個充滿生機和活力的現代工程材料,并且成為人類跨入、21世紀取得飛速發展的一個不可缺少的重要金屬。
了解詳情
銀白色輕金屬,具有良好的導電和導熱性能、高反射性和耐氧化性能,使用壽命長,目前在航空、建筑、汽車等領域應用廣泛。是地殼中含量最豐富的金屬元素,其蘊藏量在金屬中居第2位。在金屬品種中,僅次于鋼鐵,為第二大類金屬。
了解詳情
黑色金屬顧名思義就是指從外觀來看是黑色的金屬材質,主要指鐵及其合金,如鋼、生鐵、鐵合金、鑄鐵等。黑色金屬基本上都是冶煉鋼鐵的主要原料,而鋼鐵在國民經濟中占有極其重要的地位,也是衡量一國家國力的重要標志,目前黑色金屬的產量約占世界金屬總產量的95%。
了解詳情
不銹鐵領域
不銹鋼領域
銅材領域
鋁材領域
黑色金屬
產品中心
不銹鐵不銹鋼、銅鋁、清洗拋光鈍化防銹等表面處理劑以及配套設備
鐵素體/馬氏體不銹鋼鈍化液
奧氏體不銹鋼鈍化液
金屬清洗拋光處理劑
銅鋁表面處理劑
添加劑/功能性助劑
表面處理配套使用設備
不銹鐵強力鈍化液AJC1001
不銹鐵常溫鈍化液AJC1004
不銹鐵酸洗鈍化液AJC1003
不銹鐵檸檬酸鈍化液AJC1002
不銹鐵低溫鈍化液AJC1005
不銹鐵環保鈍化劑AJC1006
鐵素體不銹鋼鈍化液
馬氏體不銹鋼鈍化液
不銹鋼檸檬酸鈍化液AJC2002
不銹鋼環保鈍化液AJC2001
易切削不銹鋼鈍化劑AJC2006
易切削不銹鋼鈍化液AJC2003
不銹鋼環保鈍化劑AJC2005
不銹鋼檸檬酸鈍化劑AJC2007
奧氏體不銹鋼鈍化液
不銹鐵電解拋光液AJC5002
不銹鋼快速清洗劑AJC6001
不銹鋼除銹清洗劑AJC6002
不銹鋼光亮清洗劑AJC6005
多功能金屬清洗劑AJC6006
不銹鋼電解拋光光亮劑AJC5001A
除油清洗劑AJC6003
除臘清洗劑AJC6004
不銹鋼焊道處理液AJC6007
不銹鋼電解拋光液AJC5001
銅材抗氧化劑AJC7003
銅材鈍化液AJC7001
鋁材清洗劑AJC8002
鋁材無鉻鈍化劑AJC8011
鋁材無鉻鈍化液AJC8001
銅材鈍化劑AJC7006
銅材清洗劑AJC7007
銅材防銹劑AJC7004
銅材防變色劑AJC7002
金屬防指紋液AJC9004
酸洗促進添加劑AJC9001
酸洗緩蝕添加劑AJC9002-1
水溶性封閉劑AJC9003
酸霧抑制添加劑AJC9002
多功能超聲波清洗機
不銹鋼電解拋光設備
不銹鋼焊道處理機AJC-HD0001
輕松解決鈍化三大顧慮
1
鹽霧測試時間提高5~10倍
2
環保無鉻可提供檢測報告
3
終生制免費培訓指導服務
專業水平值得信賴
專業領域
十年行業經驗
顧問專家
表面解決方案
專業團隊
研產銷一體化
技術產品
清洗拋光防銹
效果案例
不銹鐵不銹鋼,銅鋁,清洗拋光、鈍化防銹效果案例
全部案例
不銹鐵鈍化案例
不銹鋼鈍化案例
清洗拋光案例
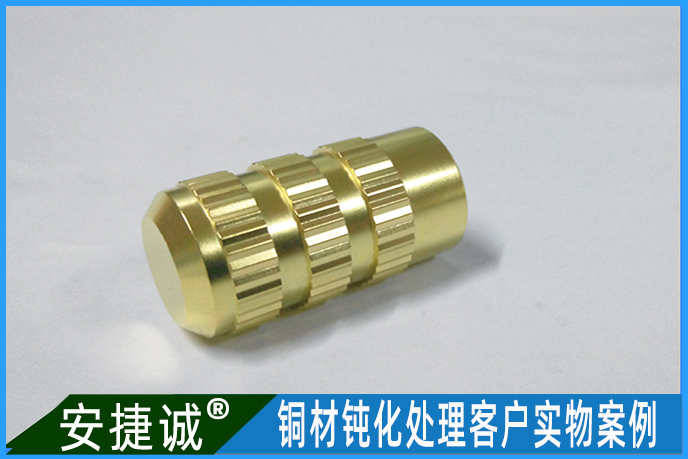
銅鋁處理案例
功能型處理案例
點擊查看詳情
不銹鐵錘子本色鈍化案例
點擊查看詳情
不銹鐵工具本色鈍化案例
點擊查看詳情
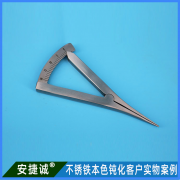
不銹鐵手術器械本色鈍化案例
點擊查看詳情
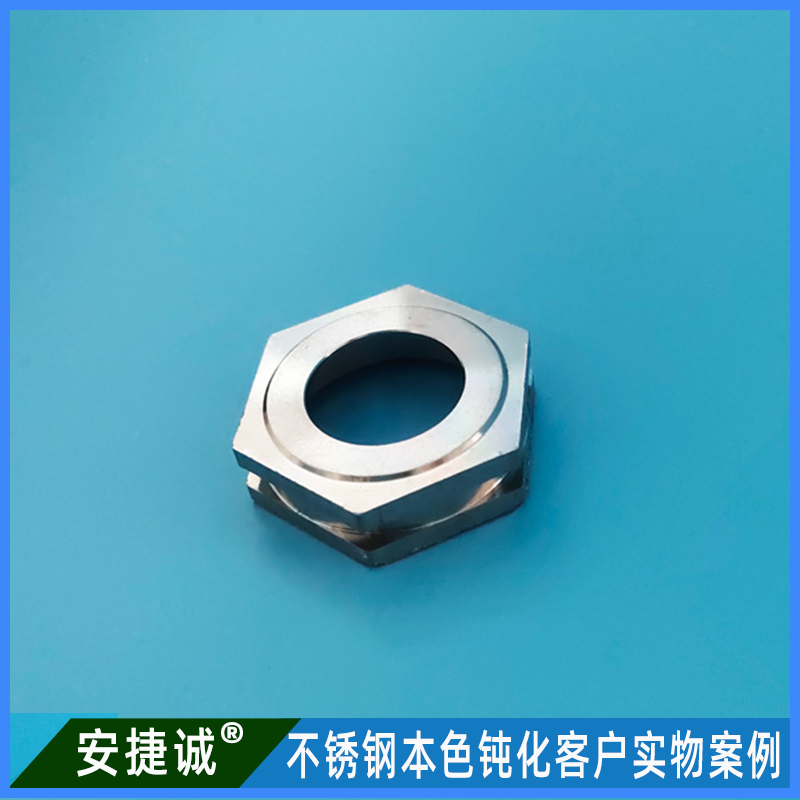
316不銹鋼螺母本色鈍化案例
點擊查看詳情
304不銹鋼篩網鈍化案例
點擊查看詳情
304不銹鋼框架鈍化處理案例
點擊查看詳情
不銹鐵錘子本色鈍化案例
點擊查看詳情
不銹鐵工具本色鈍化案例
點擊查看詳情
不銹鐵手術器械本色鈍化案例
點擊查看詳情
420不銹鐵粉末冶金鈍化案例
點擊查看詳情
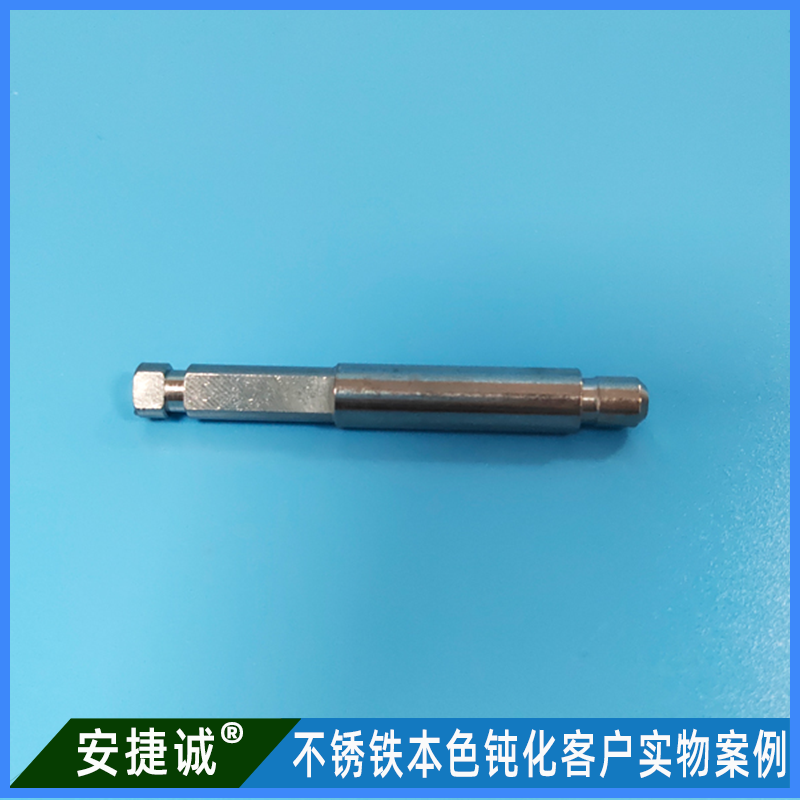
430不銹鐵銷軸本色鈍化案例
點擊查看詳情
430不銹鐵水果刀鈍化案例
點擊查看詳情
316不銹鋼螺母本色鈍化案例
點擊查看詳情
304不銹鋼篩網鈍化案例
點擊查看詳情
304不銹鋼框架鈍化處理案例
點擊查看詳情
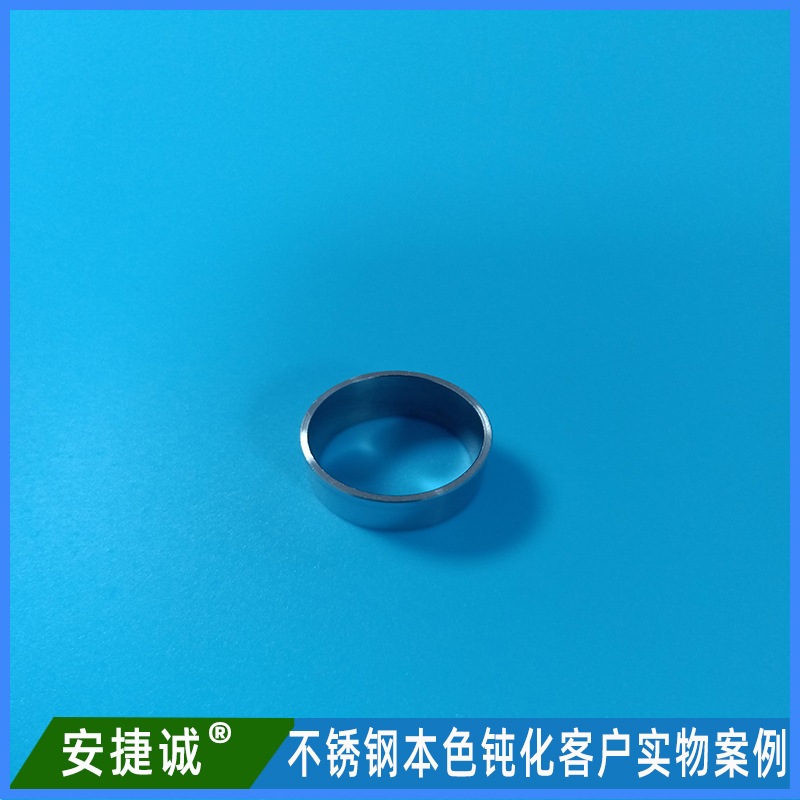
304不銹鋼指環本色鈍化案例
點擊查看詳情
304不銹鋼鋼圈本色鈍化案例
點擊查看詳情
316不銹鋼緊固件鈍化案例
點擊查看詳情
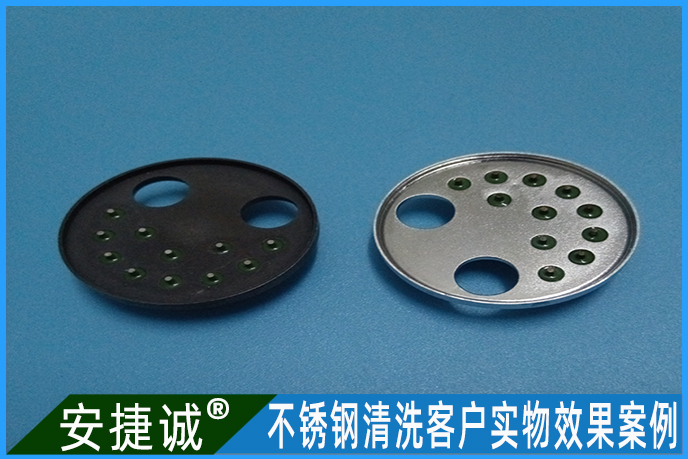
304不銹鋼電子配件光亮清洗案例
點擊查看詳情
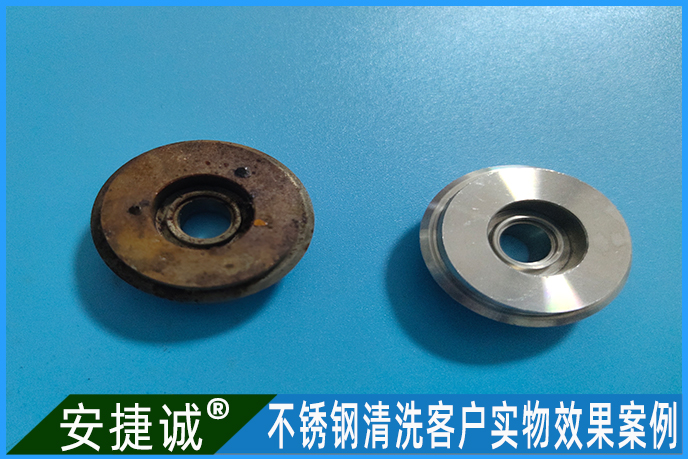
304不銹鋼車削件光亮除銹清洗案例
點擊查看詳情
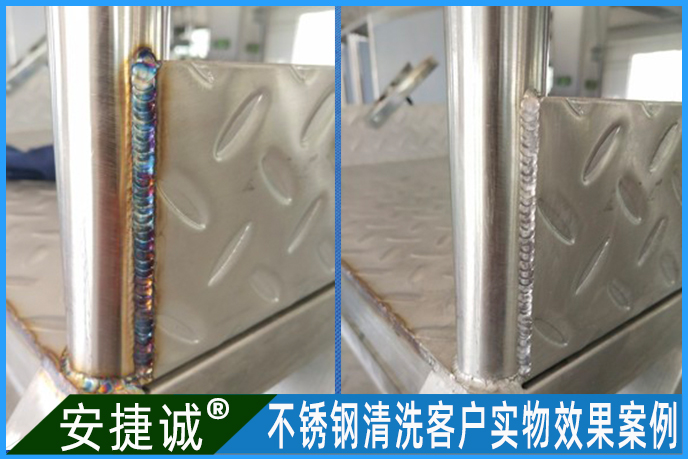
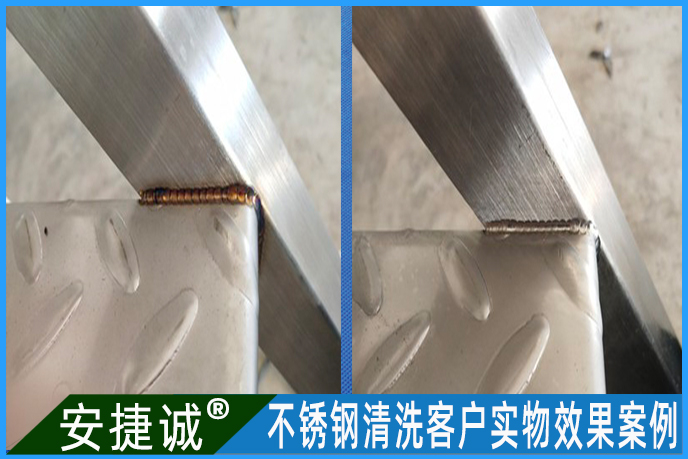
不銹鋼焊道光亮清洗處理案例
點擊查看詳情
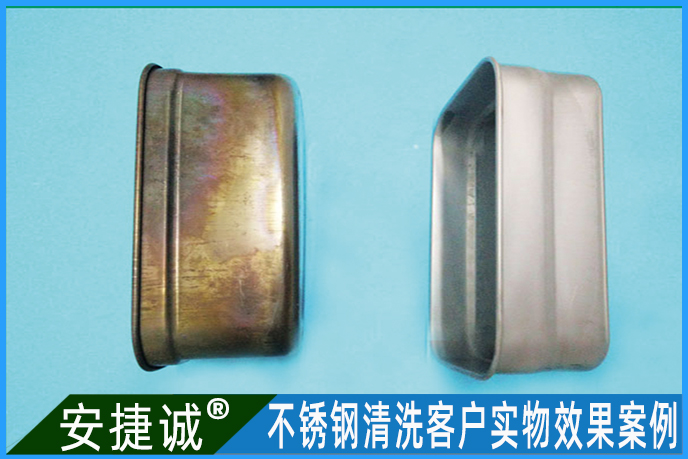
不銹鋼飯盒熱處理氧化皮清洗案例
點擊查看詳情
不銹鐵刀具除銹效果案例
點擊查看詳情
不銹鋼焊接處光亮清洗效果案例
點擊查看詳情
鋁材車削件本色鈍化案例
點擊查看詳情
鋁型材鈑金件本色鈍化案例
點擊查看詳情
黃銅三通本色鈍化案例
點擊查看詳情
黃銅緊固件本色鈍化案例
點擊查看詳情
黃銅車削件本色鈍化案例
點擊查看詳情
紫銅管件本色鈍化處理案例
點擊查看詳情
酸洗抑霧添加劑使用案例
新聞中心
新聞中心
公司動態
行業資訊
常見問題
技術資訊
安捷誠2021年春節放假通知
根據我公司綜合實際情況,現在安排如下,安捷誠公司放假時間為:2021年1月25日至2月19日日放假。...
查看詳情
安捷誠國慶節放假通知
根據國務院辦公廳關于國慶節放假的安排,安捷誠公司放假時間為:10月1日至8日放假,共8天。預祝全體員工假期愉快...
查看詳情
24
2021-01
安捷誠2021年春節放假通知
根據我公司綜合實際情況,現在安排如下,安捷誠公司放假時間為:2021年1月25日至2月19日日放假。...
30
2020-09
安捷誠國慶節放假通知
根據國務院辦公廳關于國慶節放假的安排,安捷誠公司放假時間為:10月1日至8日放假,共8天。預祝全體員工假期愉快...
安捷誠2021年春節放假通知
2021-01-24
安捷誠國慶節放假通知
2020-09-30
安捷誠2020五一勞動節放假通知安排
2020-08-26
“安捷誠”中文商標成功注冊并且下發商
2020-08-26
安捷誠2020年端午放假通知
2020-08-26
不銹鋼鈍化劑供應廠家的產品質量受哪些
不銹鋼鈍化劑作為一種價格便宜但是防銹性能顯著,能夠滿足很多企業的產品鹽霧測試時間要求,不銹鋼鈍化劑廠家為了讓產品的質量更加穩定會不斷改進不銹鋼鈍化劑的生產工藝,并...
查看詳情
不銹鋼鈍化劑廠家介紹:不銹鋼鈍化劑使
1、密閉操作并注意通風 從不銹鋼鈍化劑廠家的介紹能夠了解到不銹鋼鈍化劑因為會受到環境的影響,所以在使用的時候需要在一個較為密閉的環境中操作才可以保證穩定性,但同時還...
查看詳情
23
2020-10
不銹鋼鈍化劑供應廠家的產品質量受哪些
不銹鋼鈍化劑作為一種價格便宜但是防銹性能顯著,能夠滿足很多企業的產品鹽霧測試時間要求,不銹鋼鈍化劑廠家為了讓產...
23
2020-10
不銹鋼鈍化劑廠家介紹:不銹鋼鈍化劑使
1、密閉操作并注意通風 從不銹鋼鈍化劑廠家的介紹能夠了解到不銹鋼鈍化劑因為會受到環境的影響,所以在使用的時候需要...
不銹鋼鈍化劑供應廠家的產品質量受哪些
2020-10-23
不銹鋼鈍化劑廠家介紹:不銹鋼鈍化劑使
2020-10-23
不銹鐵鈍化劑生產廠家為什么能夠更好的
2020-10-23
什么樣的不銹鋼鈍化劑供應廠商可信賴
2020-10-15
隨著時代發展,弱酸酸洗工藝過程更高效更
2020-08-26
不銹鐵鈍化劑是一種什么產品呢?
不銹鐵鈍化劑是一種化學防銹劑,能夠在不銹鐵表面生成一層極薄的鈍化膜層.決定了不銹鐵在處理的前后色澤無變化,即重現性良好,目前不銹鐵鈍化工藝受到廣泛采用....
查看詳情
目前金屬制品行業一般遵循哪些鹽霧測試
根據安捷誠公司的總結,目前鹽霧測試行業通用的有如下標準: GB/T 2423.17-1993 鹽霧試驗 GB/T 2423.18-2000鹽霧試驗 GB/T 10125-1997鹽霧試驗 ASTM.B117-97 鹽霧試驗 JIS H8502 鹽霧試驗 IEC68-2-11鹽霧試...
查看詳情
01
2020-11
不銹鐵鈍化劑是一種什么產品呢?
不銹鐵鈍化劑是一種化學防銹劑,能夠在不銹鐵表面生成一層極薄的鈍化膜層.決定了不銹鐵在處理的前后色澤無變化,即重...
01
2020-11
目前金屬制品行業一般遵循哪些鹽霧測試
根據安捷誠公司的總結,目前鹽霧測試行業通用的有如下標準: GB/T 2423.17-1993 鹽霧試驗 GB/T 2423.18-2000鹽霧試驗 GB/T 10125-1997鹽...
不銹鐵鈍化劑是一種什么產品呢?
2020-11-01
目前金屬制品行業一般遵循哪些鹽霧測試
2020-11-01
不銹鋼一般是怎么進行鹽霧測試?用什么
2020-10-11
鹽霧測試有常見種類方法有哪些?
2020-08-26
不銹鋼真的不會生銹嗎?答案是否定的!
2020-08-26
不銹鋼表面焊斑怎么清洗并且使之光亮呢
不銹鋼表面焊斑怎么清洗并且使之光亮呢? 不銹鋼制品廠家都會用到焊接工藝,經過焊接后的不銹鋼工件表面都會產生不同程度的黃色、黑色、藍色的焊斑。為了提升不銹鋼制品的附...
查看詳情
有什么樣的拋光工藝適合五金廠家呢?
有什么樣的拋光工藝適合五金廠家呢?這是一個很多企業都面對的問題,拋光是一種常規的工藝,目前基本上每個五金制造廠家都需要,本文由安捷誠為大家整理每一種拋光工藝的介紹...
查看詳情
06
2020-11
不銹鋼表面焊斑怎么清洗并且使之光亮呢
不銹鋼表面焊斑怎么清洗并且使之光亮呢? 不銹鋼制品廠家都會用到焊接工藝,經過焊接后的不銹鋼工件表面都會產生不...
06
2020-11
有什么樣的拋光工藝適合五金廠家呢?
有什么樣的拋光工藝適合五金廠家呢?這是一個很多企業都面對的問題,拋光是一種常規的工藝,目前基本上每個五金制造廠...
不銹鋼表面焊斑怎么清洗并且使之光亮呢
2020-11-06
有什么樣的拋光工藝適合五金廠家呢?
2020-11-06
不銹鋼有沒有必要做鈍化處理呢?
2020-11-01
不同形狀不銹鋼產品鈍化的操作方法和注
2020-11-01
針對420不銹鋼生銹有什么解決辦法呢?
2020-11-01
關于我們
企業使命:推動金屬表面處理創新 引領行業變革發展
惠州市安捷誠表面處理材料有限公司是一家專業從事各類金屬鈍化、清洗和拋光處理劑的研發、生產和銷售的新型表面處理材料開發企業,主要產品涉及不銹鐵鈍化液、不銹鐵、銅、鋁等材料,廣泛應用于五金、電子、模具、機械等諸多領域。產品種類齊全、質量穩定。 安捷誠公司起源于改革開放的前沿…
了解更多詳情
產品中心
鐵素體/馬氏體不銹鋼鈍化液
奧氏體不銹鋼鈍化液
金屬清洗拋光處理劑
銅鋁表面處理劑
添加劑/功能性助劑
表面處理配套使用設備
產品領域
不銹鐵領域
不銹鋼領域
銅材領域
鋁材領域
黑色金屬
效果案例
不銹鐵鈍化案例
不銹鋼鈍化案例
清洗拋光案例
銅鋁處理案例
功能型處理案例
資料中心
產品說明書
檢測報告
物質安全資料表
技術標準
解決方案
工藝流程管控卡
新聞中心
公司動態
行業資訊
常見問題
技術資訊
聯系我們
惠州市惠陽區新圩鎮長布村屋長排
133-2264-6421
關注我們
公眾號:ajc163
新浪微博
Copyright © 2017-2020 惠州市安捷誠表面處理材料有限公司 版權所有 All Rights Reserved.
粵ICP備2022005544號
sitemap
網站地圖
友情鏈接 LINKS
不銹鋼鈍化液
植物生長素
幸運商貿
電纜橋架價格
黃銹石廠家
網架加工廠家
脫模布
搖擺顆粒機
水玻璃
玻璃纖維絲
北單
混凝土密封固化劑
廢氣處理設備
紙漿防腐劑
玻璃棉
樹脂瓦
彎箍機
玻璃鋼格柵
不銹鋼反應釜
塑料土工格柵
冷卻器
過氧化苯甲酸叔丁酯
瓷球
SCPA
返回頂部
133-2264-6421
在線咨詢
微信二維碼